The Vaction Pump system has efficiency benefits that are
shown here for a vegetable soup that contained butter, cream
and milk with a specific heat capacity of 3.9 kiloJoules per kg
per °C at a starting temperature of 12 °C and a final cooked
temperature of 90 °C (Table 1). The initial mass of the Steam Infusion
cooked batch was 900 kg, and during the heating time of
14 min 49 s, the addition of 104.4 kg of water as steam (through
the heating process) occurred. In a typical cook–chill food soup/
sauce manufacturing operation supplying retail and food service
outlets, the number of batches cooked each year by each kettle
is estimated at 2500. Table 1 shows the expected efficiency
improvements in terms of costs and greenhouse gas emissions
for the Steam Infusion batch cooking over this period. The energy
saving from each cook and CIP process was £1.13 for each
Technology/IT ¦ IDM
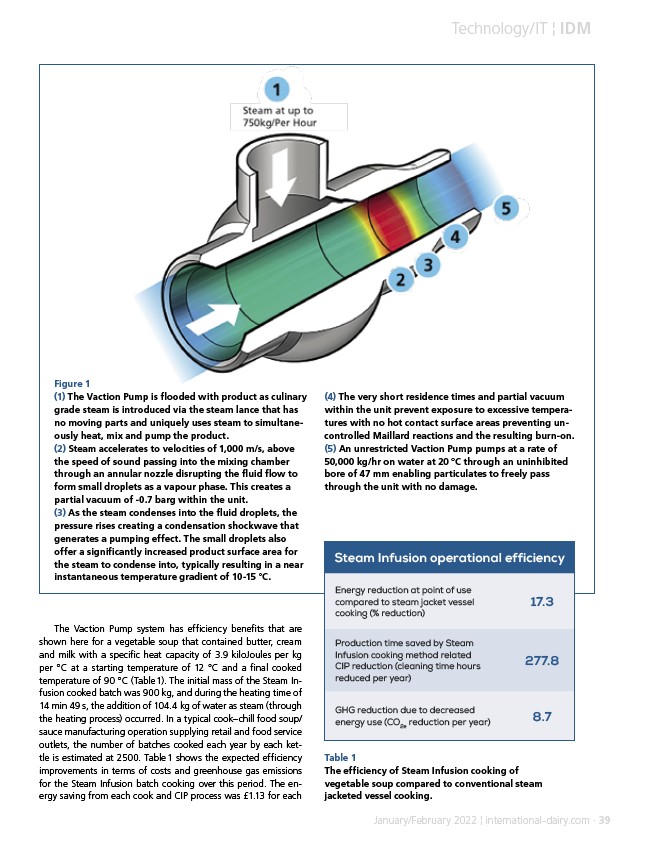
(4) The very short residence times and partial vacuum
within the unit prevent exposure to excessive temperatures
with no hot contact surface areas preventing uncontrolled
Maillard reactions and the resulting burn-on.
(5) An unrestricted Vaction Pump pumps at a rate of
50,000 kg/hr on water at 20 °C through an uninhibited
bore of 47 mm enabling particulates to freely pass
through the unit with no damage.
Table 1
The efficiency of Steam Infusion cooking of
vegetable soup compared to conventional steam
jacketed vessel cooking.
Figure 1
(1) The Vaction Pump is flooded with product as culinary
grade steam is introduced via the steam lance that has
no moving parts and uniquely uses steam to simultaneously
heat, mix and pump the product.
(2) Steam accelerates to velocities of 1,000 m/s, above
the speed of sound passing into the mixing chamber
through an annular nozzle disrupting the fluid flow to
form small droplets as a vapour phase. This creates a
partial vacuum of -0.7 barg within the unit.
(3) As the steam condenses into the fluid droplets, the
pressure rises creating a condensation shockwave that
generates a pumping effect. The small droplets also
offer a significantly increased product surface area for
the steam to condense into, typically resulting in a near
instantaneous temperature gradient of 10-15 °C.
Steam Infusion operational efficiency
Energy reduction at point of use
compared to steam jacket vessel
cooking (% reduction)
17.3
Production time saved by Steam
Infusion cooking method related
CIP reduction (cleaning time hours
reduced per year)
277.8
GHG reduction due to decreased
energy use (CO2e reduction per year) 8.7
January/February 2022 ¦ international-dairy.com · 39
/international-dairy.com